| Режем карбон (часть 2) |
| Технологии моделизма - Авиамодельные технологии | ||||||||||||||||||||||||||||
| Автор: Андрей | ||||||||||||||||||||||||||||
|
Итак, продолжаем обсуждать изготовление карбонорезки (предыдущая статья Режем карбон (часть 1)). Главное улучшение станка CNC 2417 — установка мощного шпинделя. Заменить маленький комплектный шпиндель нане меняя конструкцию держателя каретки, невозможно.
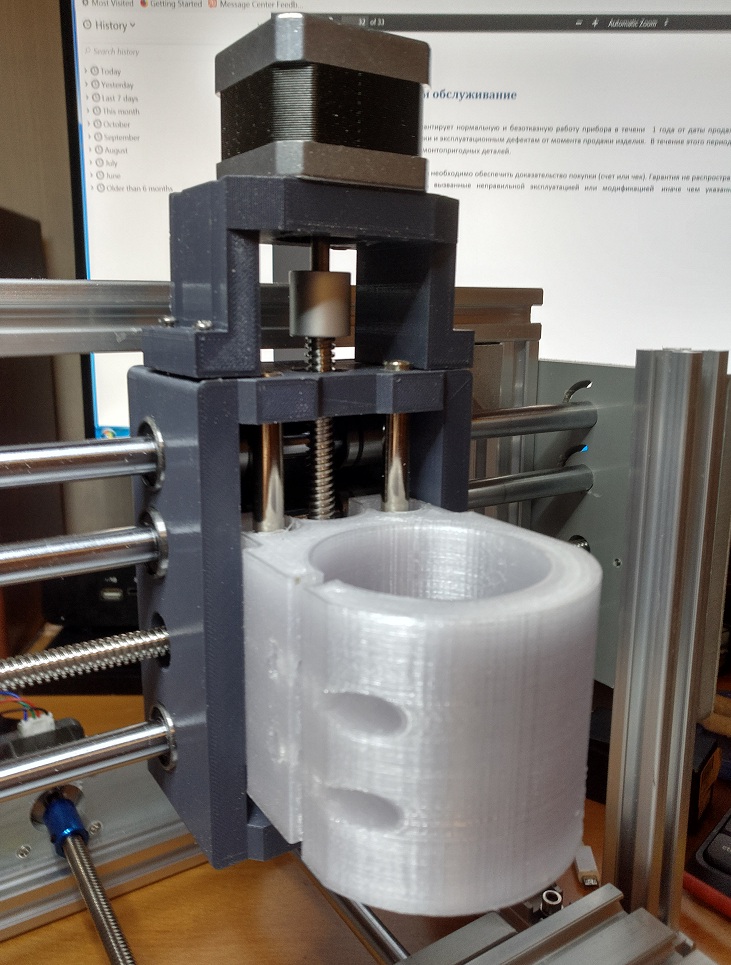
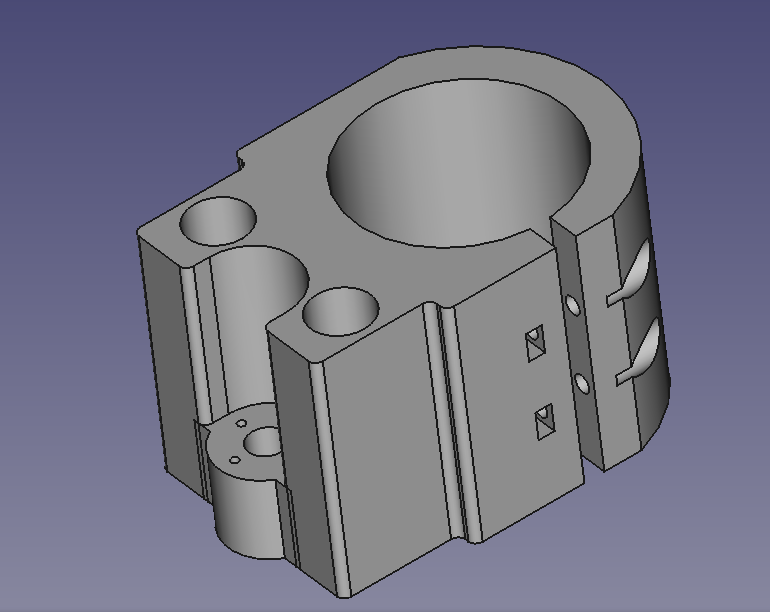
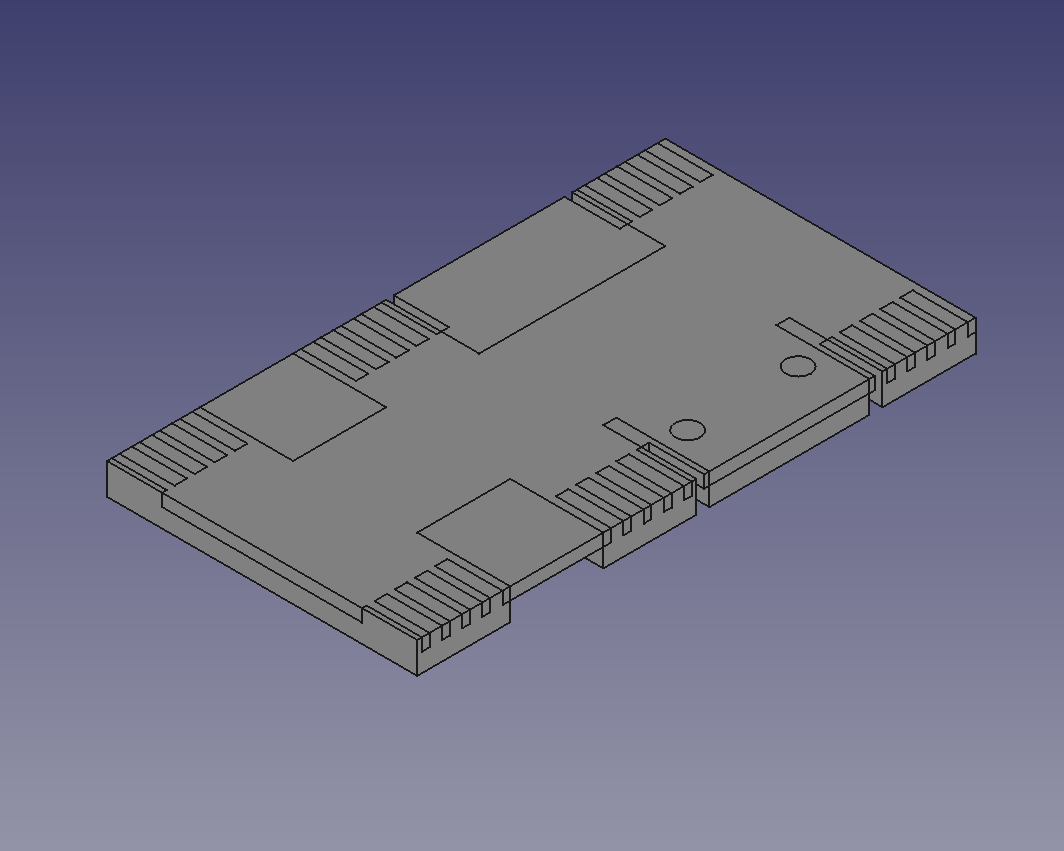
Модель каретки я нарисовал во -е. После этого сделал STL модель и уже почти заказал новую каретку в одном из московских сервиcов 3D печати за сумму около 3000 р., но тут Wowics нашел знакомого, согласившегося напечатать ее на домашнем 3D принтере за цену материала. Он действительно быстро выполнил заказ из PLA пластика, оставив станок работать всю ночь на кухне. Так что я получил эту деталь почти за бесплатно. Новая каретка больше старой и опирается не на два, а на четыре . Из-за увеличения высоты каретки диапазон вертикальных перемещений стал меньше, но это не критично, так мы собираемся резать листовые материалы, толщина которых вряд ли превысит 10 мм.
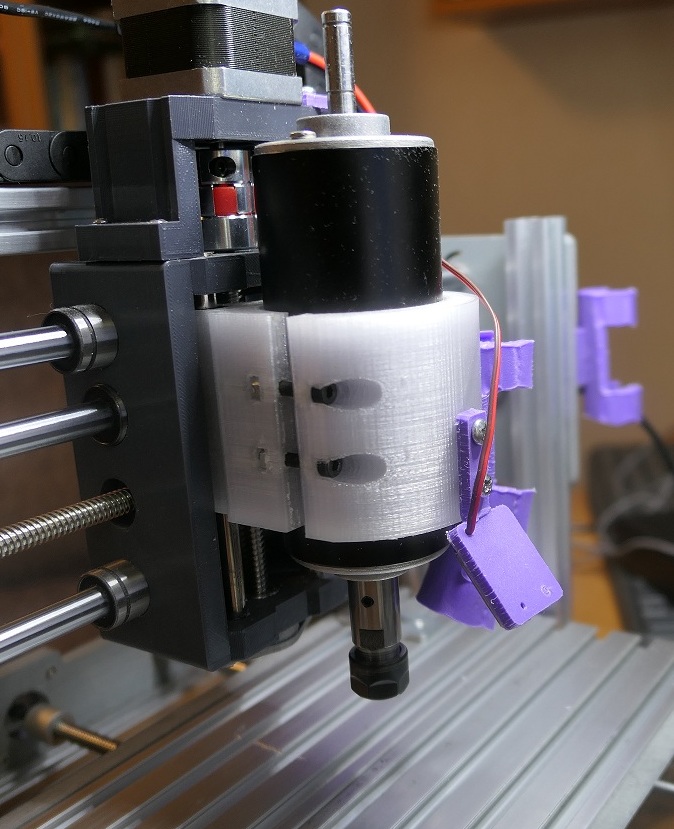
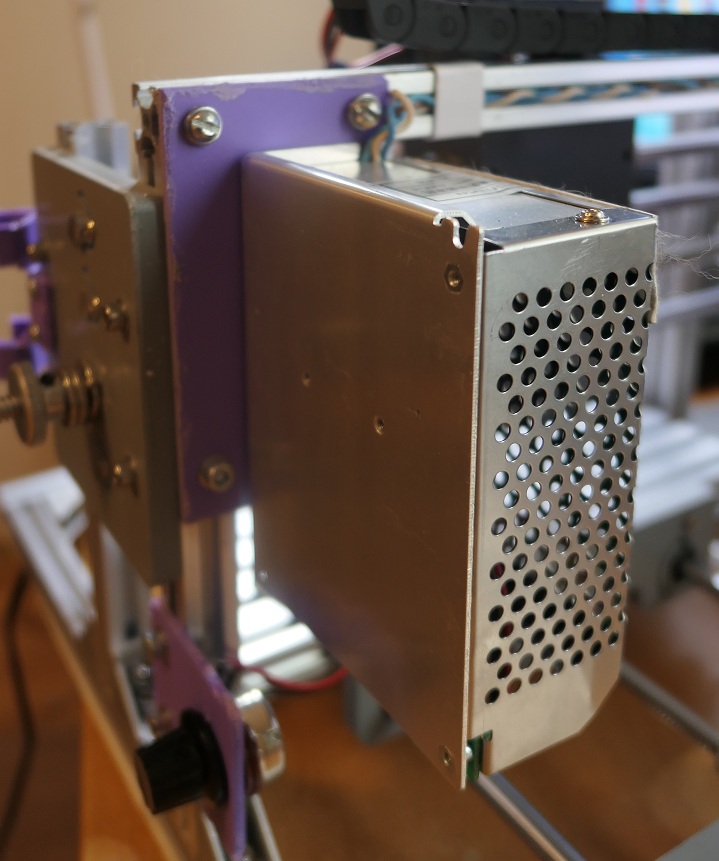
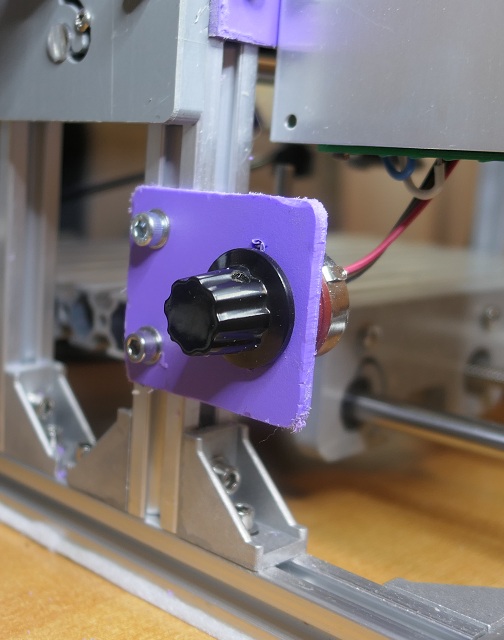
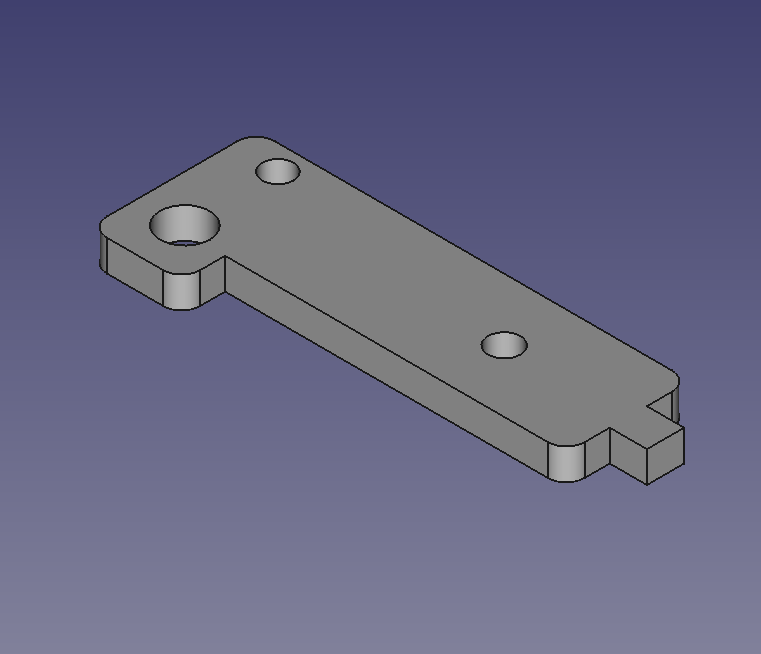
После установки «правильного» шпинделя и цанги станок уже может резать карбон и другие, не очень жесткие материалы, и в состоянии изготовить необходимые пластмассовые детали, которые будут использованы для его же улучшения! Итак, какие улучшения были сделаны: Крепеж блока питания шпинделя Блок питания шпинделя и регулирующий скорость вращения шпинделя переменный резистор были закреплены на раме станка с помощью двух прямоугольников с отверстиями.
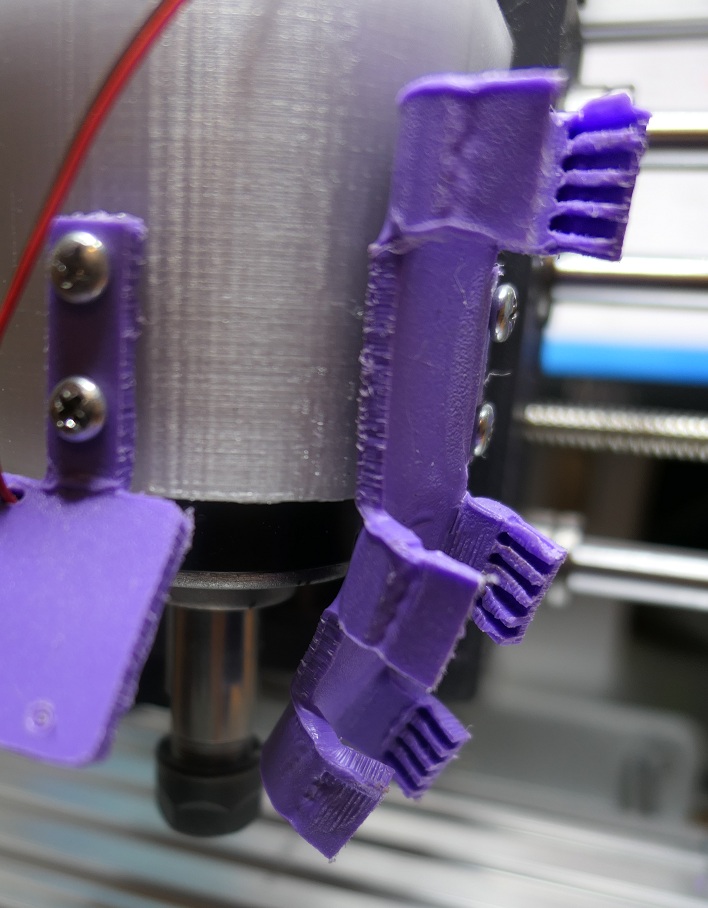
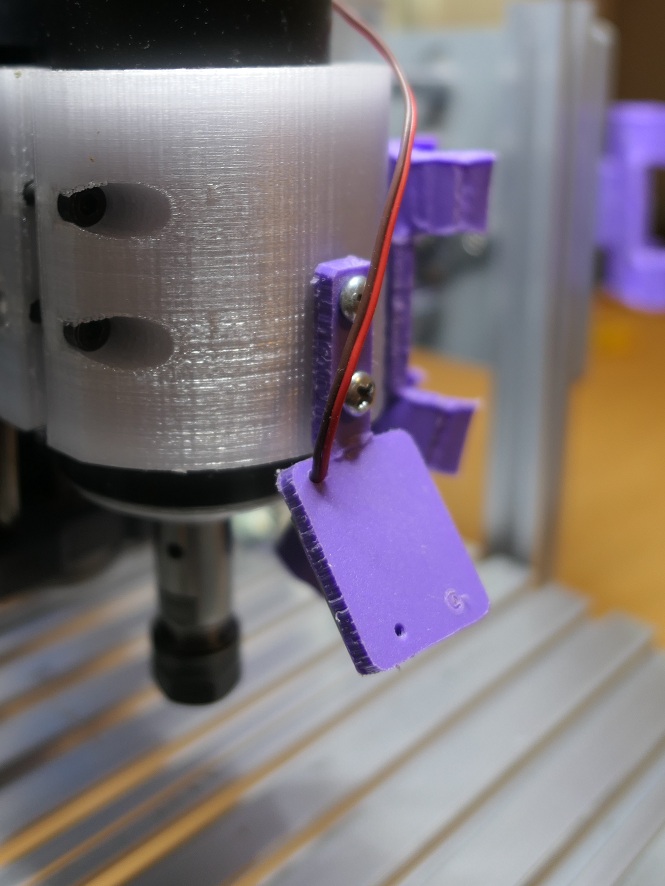
Держатели шланга отсоса Шланг отсоса крепится с помощью двух пластмассовых держателей, которые относительно сложны в изготовлении, так как на внутренней поверхности захватов имеются канавки глубиной 2 мм. Заготовка держателя изготавливается с помощью двух файлов с G-кодом. Сначала загружают файл, который режет канавки, а потом файл вырезающий контур детали. Файлы с G-кодом одинаковые для обоих держателей — сначала делаем две одинаковые заготовки, держатель на раме станка получается отпиливанием лишних захватов.
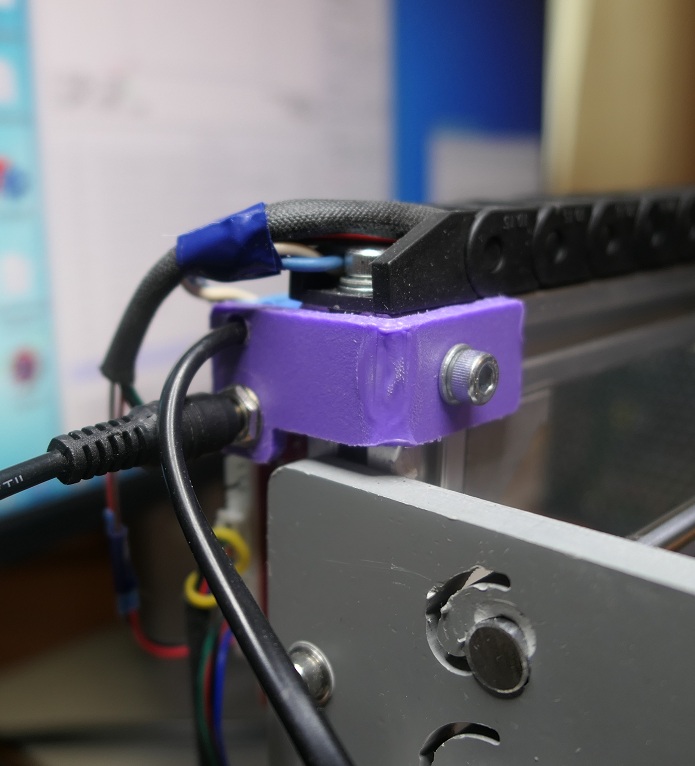
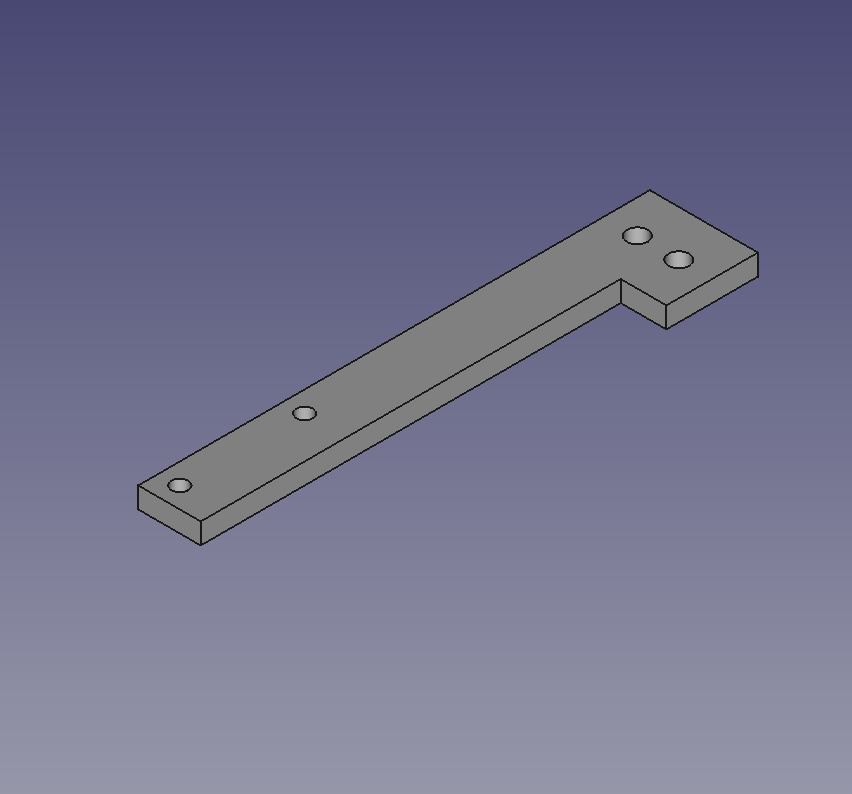
Короб для проводов и осветитель рабочей зоны Короб для провода, купленный на aliexpresse очень легко разбирается на отдельные звенья, поэтому его длина подбирается путем экспериментов. Чтобы сохранять оптимальный радиус изгиба, на горизонтальную каретку устанавливается “консольный кронштейн держателя короба» изогнутый в соответствии с геометрией соединения.
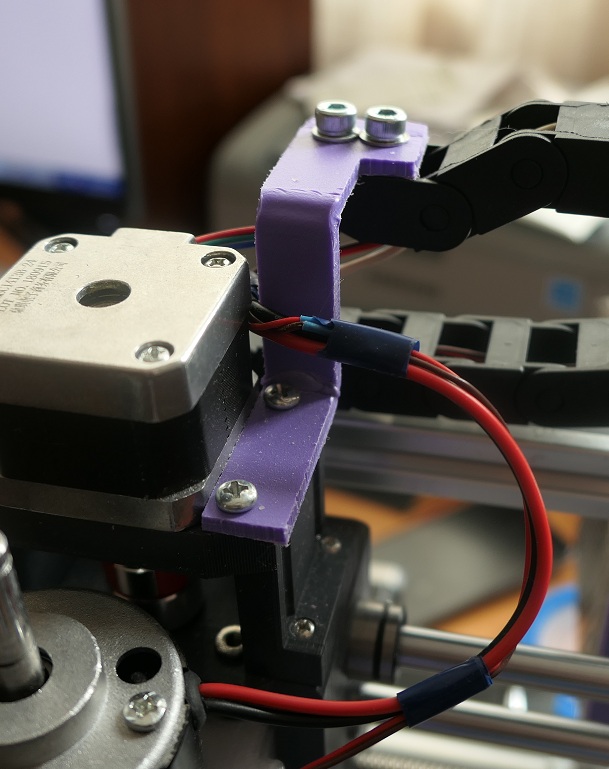
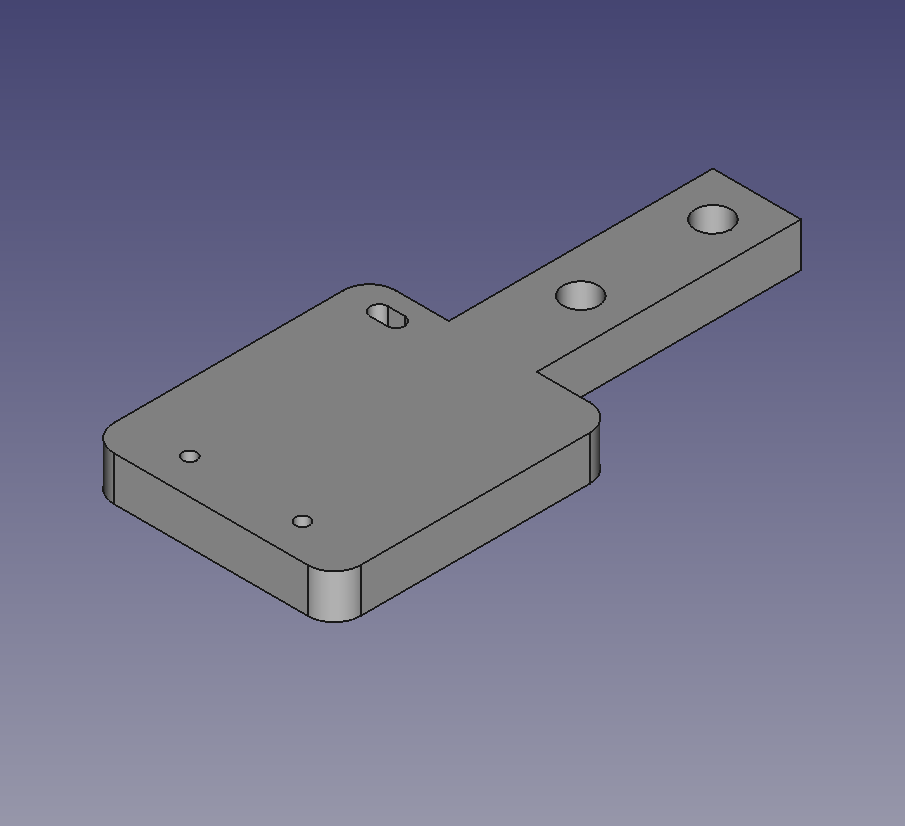
Держатели проводов и клипсы Для закрепления проводов питания (контроллера 12 Вольт, и мотора 220 Вольт) был сделан специальный держатель. Я до этого случайно оторвал разъем питания, от платы контроллера и решил его не восстанавливать, а использовать отдельный разъем (5.5-2.5 мм) , закрепленный на держателе, что в общем-то надежнее.
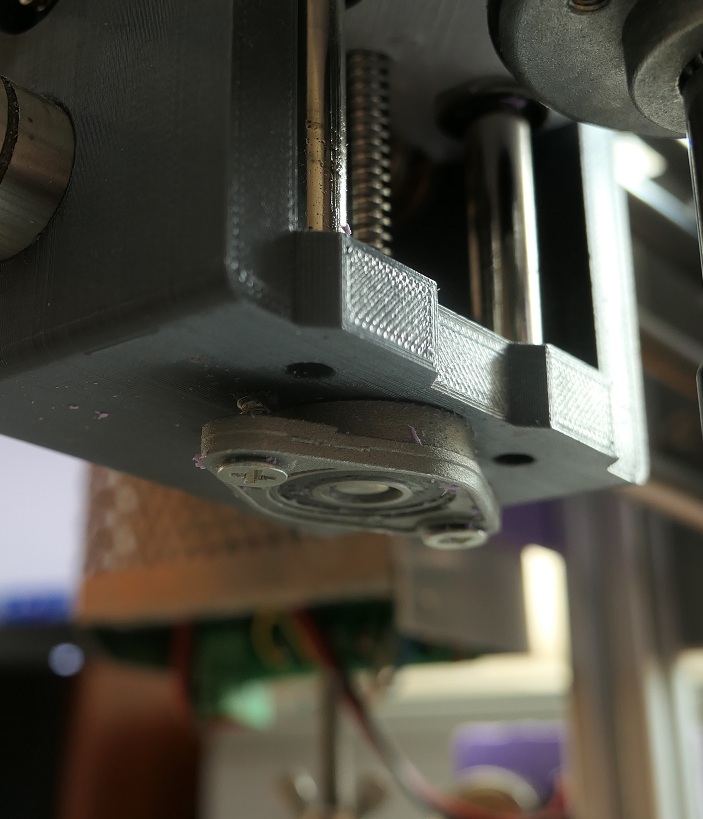
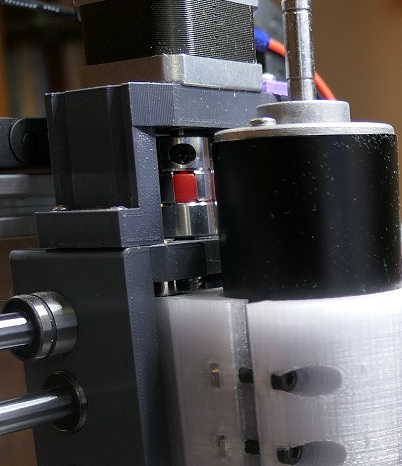
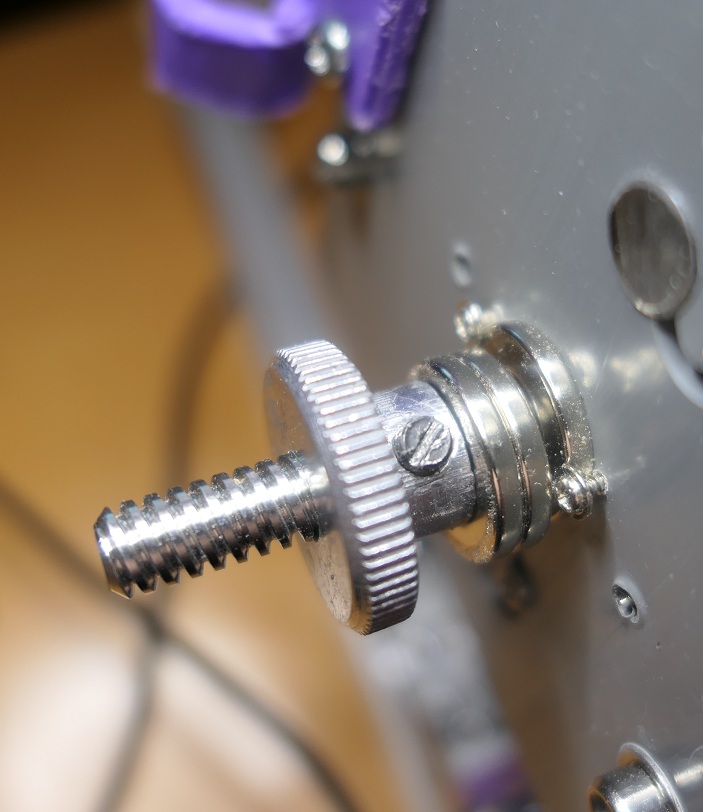
Экспериментальная магнитная пружина Чтобы разгрузить ось одного из шаговых двигателей горизонтальной подачи была изготовлена "магнитная пружина", состоящая из 3-х кольцевых , купленных на Aliexpress-е. Два магнита закреплены на червяке и один магнит на корпусе станка, а опорный подшипник перенесен на другую сторону пластмассовой опоры. Магниты отталкиваются друг от друга и создают постоянное давление на опорный подшипник, "подпружинивая" его и увеличивая его точность. Теперь "жескую" муфту шагового двигателя можно заменить на "мягкую", разгрузив его ось. Предполагалось, что двигатель вращаться легче и точность подачи увеличиться. Увы, никаких заметных изменений в работе шагового двигателя не произошло, и данное улучшение так и осталось экспериментальным. Я оставил магнитную пружину на этом червячном валу, но не стал изменять другую горизонтальную подачу. Прошло уже несколько месяцев и она нормально работает - может когда-нибудь придумаю, как еще увиличить точность, воспользовавшись этой конструкцией.
Чертежи и файлы с G-кодом для изготовления деталей станка
Ну вот собственно и все, после этих улучшений станок готов выполнять фрезеровальные работы. В следующей статье поговорим об особенностях фрезерования карбона и других материалов. (Окончание - Режем карбон (часть 3)) |